Schweißpositionen
Als Schweißposition wird im Allgemeinen die Lage der Schweißnaht während des Schweißprozesses bezeichnet. Diese ergibt sich aus der Lage des zu schweißenden Werkstücks und der Zugänglichkeit des Brenners bzw. der Elektrode zur Schweißnaht. Abhängig von der Wahl der Elektrode und anderer Parameter wie der Stromstärke erfordert jede Position eine andere Schweißtechnik. Um diese Schweißtechniken zu erlernen und zu festigen sind entsprechende Ausbildungen und Prüfungen nötig.

Als ideale Position gilt die sogenannte Wannenlage (PA). Bei dieser fließt die Schmelze durch die Schwerkraft an den tiefsten Punkt des Bauteils. Alle anderen Positionen werden als Zwangslagen beschrieben, da es sich dabei nicht um eine ideale Position für den Schweißer zum Werkstück handelt. Bewegliche Bauteile werden daher idealerweise mit einer Spannvorrichtung oder einem Handhabungsroboter in Wannenlage positioniert. Ausnahme bilden jedoch Rohre, da bei diesen die ideale Position leicht steigend ist, das heißt in einer 11 Uhr Position (PH). In vielen Fällen, wie zum Beispiel dem orbitalen Verschweißen einer Pipeline, ist das allerdings nicht möglich, sodass in Zwangslagen geschweißt werden muss.
Schweißpositionen nach EN ISO und ASME Code
EN ISO
Nach der DIN EN ISO 6947-Normung gibt es folgende geeignete Schweißpositionen:
-
PA = Waagerechtes Schweißen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)


PB = Horizontales Schweißen von Kehlnaht schweißen (Horizontal-Vertikalposition)
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
PD = Horizontale Überkopf-Position
PE = Überkopfschweißen bzw. Überkopf-Position
PF = Steigposition bzw. Steignaht schweißen (senkrechtes Schweißen von unten nach oben)

PG = Fallposition bzw. Fallnaht schweißen (senkrechtes Schweißen von oben nach unten)

Zusätzlich dazu gibt es noch speziellere Schweißpositionen:
-
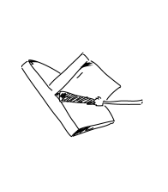
PH = Steigposition bzw. Steignaht, Stumpfnähte Rohr an Rohr und Kehlnähte Rohr an Platte (senkrechtes Schweißen von unten nach oben)
Schweißpositionen PH Übersicht -
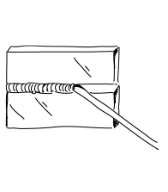
PJ = Fallposition bzw. Fallnaht, Stumpfnähte Rohr an Rohr und Kehlnähte Rohr an Platte (senkrechtes Schweißen von oben nach unten)
Schweißpositionen PJ Übersicht -
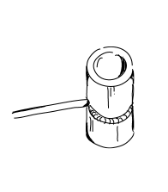
H-L045 = 45° geneigte Position (Rohr fest), steigendes Schweißen
Schweißposition H-L045 Übersicht -
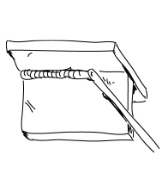
J-L045 = 45° geneigte Position (Rohr fest), fallendes Schweißen
Schweißposition J-L045 Übersicht -
PK = Rohrposition für Orbitalschweißen
ASME Code Section IX
Im ASME Code Section IX (QW-120), einem umfassenden geschlossenen Regelwerk für die Konstruktion, Fertigung und Prüfung von Druckbehältern, werden die Prüfpositionen wie folgt bezeichnet:
Stumpfnähte
- 1G = Wannenposition(+Rohr), Flat position, vergleichbar mit der Schweissposition nach EN, Position PA
- 2G = Querposition(+Rohr), Transverse position, vergleichbar mit der Schweissposition nach EN, Position PC
- 3Gu = Steigposition, Vertical-up position, vergleichbar mit der Schweissposition nach EN, Position PF
- 3Gd = Fallposition, Vertical-down position, vergleichbar mit der Schweissposition nach EN, Position PG
- 4G = Überkopfposition, Overhead position, vergleichbar mit der Schweissposition nach EN, Position PE
- 5Gu = Steigposition-Rohr, Vertical-up position, vergleichbar mit der Schweissposition nach EN, Position PH
- 5Gd = Fallposition-Rohr, Vertical-down position, vergleichbar mit der Schweissposition nach EN, Position PJ
- 6Gu = 45° geneigte Position (Rohr fest), Steigposition, Vertical-up, vergleichbar mit der Schweissposition nach EN, Position H-L045
- 6Gd = 45° geneigte Position (Rohr fest), Fallposition, Vertical-down, vergleichbar mit der Schweissposition nach EN, Position J-L045
Kehlnähte
- 1F = Wannenposition, Flat position, vergleichbar mit der Schweissposition nach EN, Position PA
- 1FR = Wannenposition am geneigten Rohr (z.B.45°), Flat position, vergleichbar mit der Schweissposition nach EN, Position PA
- 2F = Horizontal am Rohr, vergleichbar mit der Schweissposition nach EN, Position PB
- 2FR = Horizontal am Rohr, vergleichbar mit der Schweissposition nach EN, Position PB
- 4F = Horizontal-Überkopf, Overhead, vergleichbar mit der Schweissposition nach EN, Position PD
- 5Fd = Fallposition am Rohr, Vertical-down, vergleichbar mit der Schweissposition nach EN, Position PJ
- 5Fu = Steigposition am Rohr, Vertical-up, vergleichbar mit der Schweissposition nach EN, Position PH
Mit dieser Grundlage kannst Du Dein nächstes Schweißprojekt starten. Die Schweisshelden wünschen viel Spaß dabei!
Diese Seite teilen

Hier gibt es noch mehr zu entdecken
Heldenblog-Einträge
Wie kann ich den Lötzinn entfernen?
Wie wird Lötzinn entfernt? Wir erklären es in 5 einfachen Schritten.
Wie kann ich den Lötzinn entfernen?
Wie wird Lötzinn entfernt? Wir erklären es in 5 einfachen Schritten.
Aluminiumschweißen mit Erik – Diese 7 Tipps machen Dich zum Schweißhelden
Wir zeigen Dir, wie du Reparaturen mit Hilfe von Aluminiumschweißen einfach selbst vornehmen kannst.
Aluminiumschweißen mit Erik – Diese 7 Tipps machen Dich zum Schweißhelden
Wir zeigen Dir, wie du Reparaturen mit Hilfe von Aluminiumschweißen einfach selbst vornehmen kannst.
Fachwissen-Artikel
-

Mit unserem Video erfähren Sie, wie E-Hand schweißt und was zu beachten ist.
E-Hand Schweißen
-

Welche Schweißverfahren gibt es? Wo werden Sie eingesetzt?
Schweißverfahren
-

Wie funktioniert Steignaht schweißen? Mit zwei Videotutorials für MAG & Elektrodenschweißen!
Steignaht schweißen
-

Wie funktioniert Fallnahtschweißen? Mit zwei Videotutorials für MAG & Elektrodenschweißen!
Fallnaht schweißen
-

Wie funktioniert Kehlnaht schweißen, was muss beachtet werden und welche Utensilien sind notwendig?
Kehlnaht schweißen
-

Welche Gase nutze ich zum Schweißen und Formieren? Für welches Verfahren nutze ich welches Gas?
Gase zum Schweißen und Formieren
-

Was sind Fülldrahte und wie nutze ich sie richtig beim MAG-Schweißen ?
MAG Schweißen mit Fülldrähten
-

Lust auf WIG Schweißen? Im Video erfahren Sie, wie man es macht.
WIG Schweißen